车身后端板的更换
拆卸程序
-
 警告:参见 有关碰撞维修许可设备的警告。警告:参见 有关碰撞剖切的警告。警告:参见 有关玻璃和钣金件处理的警告。注意:后端外板为低碳钢。 低碳钢注意: 碰撞维修规格注意:为了满足正确的粘接要求,必须使用精确即时的装配方法。注意:在最终装配前,使用正确的夹紧装置试装所有零件,以确保完全理解装配步骤。注意:在使用粘合剂时,在最终装配前,确保所有必须的工具和材料已就位。1.停用辅助充气式约束系统。辅助充气式约束系统停用和启用。注意:使结构粘合剂距离焊接接合区域 25 毫米远。
警告:参见 有关碰撞维修许可设备的警告。警告:参见 有关碰撞剖切的警告。警告:参见 有关玻璃和钣金件处理的警告。注意:后端外板为低碳钢。 低碳钢注意: 碰撞维修规格注意:为了满足正确的粘接要求,必须使用精确即时的装配方法。注意:在最终装配前,使用正确的夹紧装置试装所有零件,以确保完全理解装配步骤。注意:在使用粘合剂时,在最终装配前,确保所有必须的工具和材料已就位。1.停用辅助充气式约束系统。辅助充气式约束系统停用和启用。注意:使结构粘合剂距离焊接接合区域 25 毫米远。 - 2.断开蓄电池负极电缆。蓄电池负极电缆的断开和连接
- 3.拆下所有相关面板和部件。
- 4.必要时清除维修区域的密封胶和防腐材料。防腐处理和修理
-
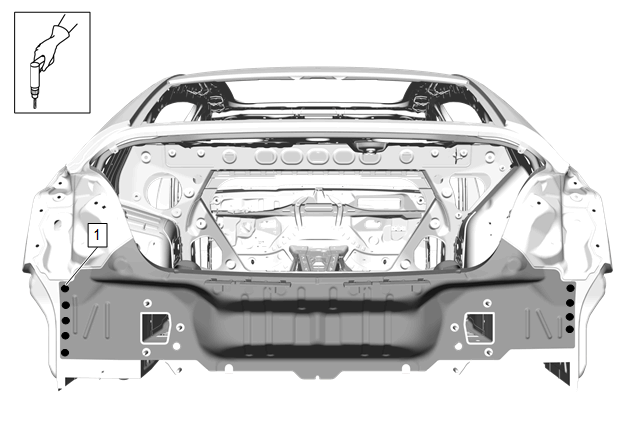
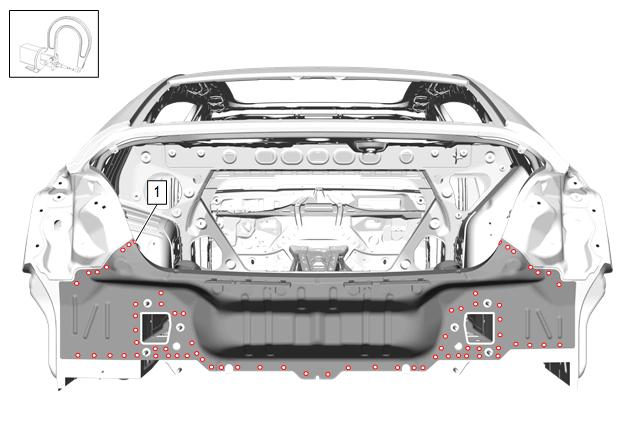
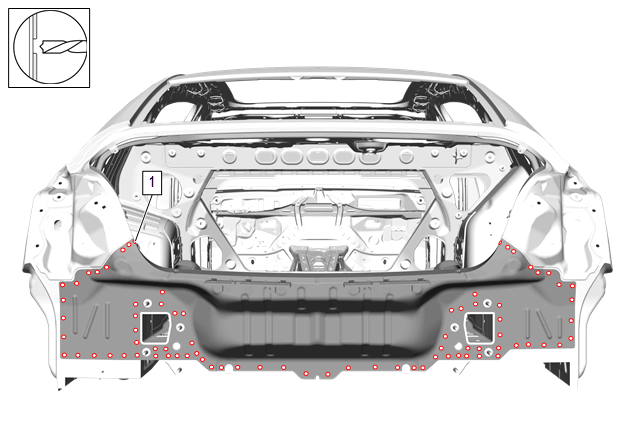 5.去除车身后端板上的所有焊点 (1)。[79x]注意:切勿损坏或切割连接板和加强件。
5.去除车身后端板上的所有焊点 (1)。[79x]注意:切勿损坏或切割连接板和加强件。 -
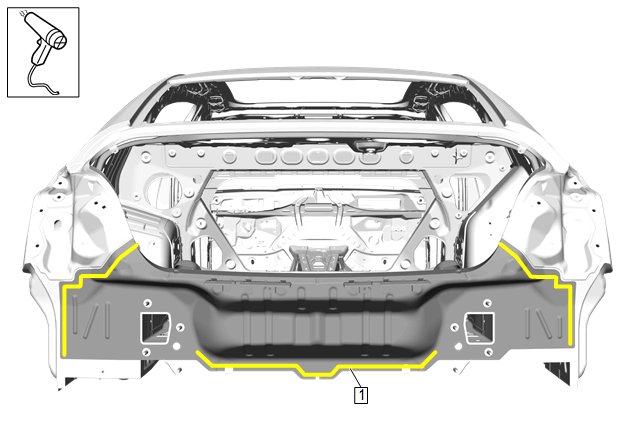
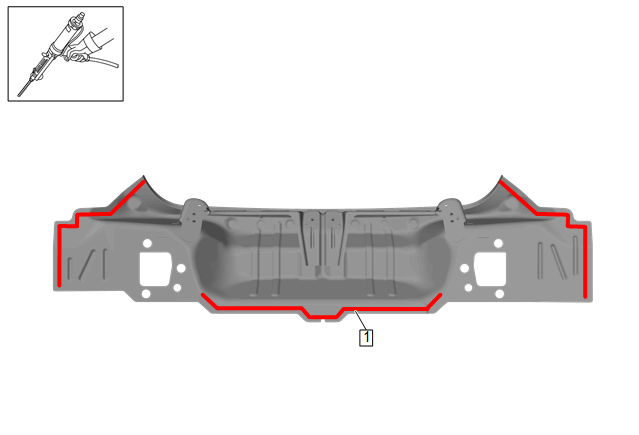
6.对阴影区域 (1) 加热,将粘合剂从车身后端板上释放。
-
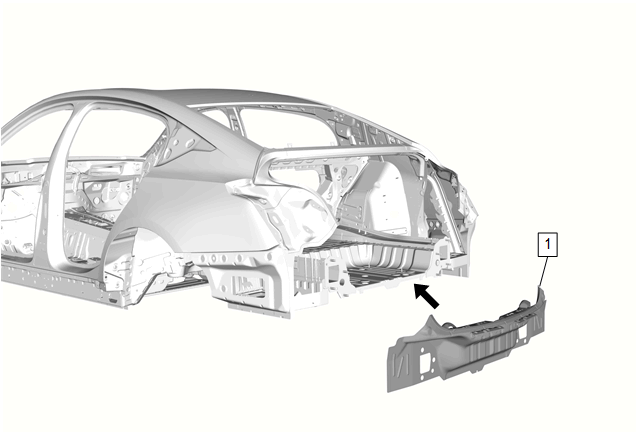
7.从车辆上拆下车身后端板 (1)。
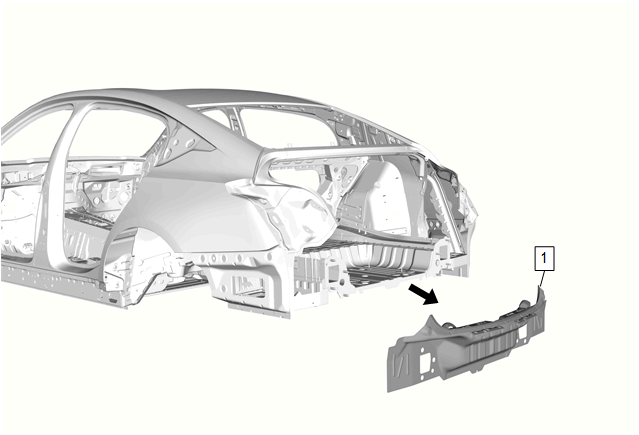
- 8.去除车辆上残留的粘合剂。
安装程序
-
 1.利用三维测量设备将车身后端板 (1) 定位至车辆。注意:临时安装后端外板,以正确配合。
1.利用三维测量设备将车身后端板 (1) 定位至车辆。注意:临时安装后端外板,以正确配合。 -
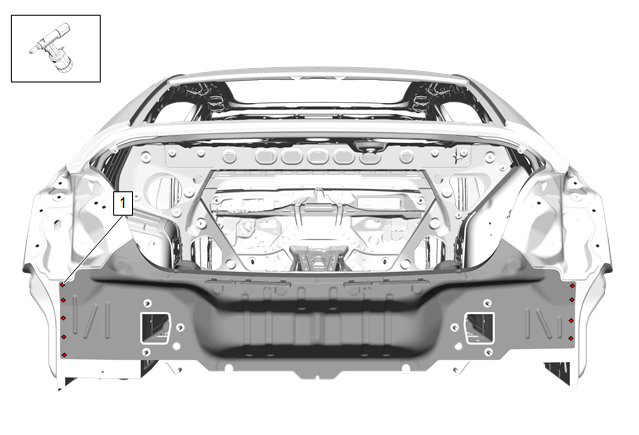
 2.钻出 6.7 mm (17/64”) 的孔,去除车身后端板上的所有焊点 (1)。[9x]注意:6.7 mm (17/64) 孔用于铆钉安装。
2.钻出 6.7 mm (17/64”) 的孔,去除车身后端板上的所有焊点 (1)。[9x]注意:6.7 mm (17/64) 孔用于铆钉安装。 -
3.从车辆上拆下车身后端板 (1)。
-
4.必要时准备进行焊接的所有结合面。
- 5.在所有焊接面上涂抹焊缝涂层或同等品。防腐处理和修理
- 6.根据粘合剂制造商的建议,清洁并准备待粘合的车身后端板和车辆 (1)。钣金件的粘接
- 7.根据粘合剂制造商的建议,对车身后端板和车辆上的配合面涂抹结构粘合剂 (1)。钣金件的粘接
-
8.利用三维测量设备将车身后端板 (1) 定位至车辆。
-
9.将铆钉 (1) 安装至车身后端板。[SR1 9x]紧固件紧固规格
-
10.在车身后端板上添加焊点 (1)。[70x]
- 11.必要时在维修区域涂抹密封胶和防腐材料。防腐处理和修理
-
12.在维修部位涂上油漆。底漆/透明漆油漆系统。注意:在表面精整前,参见 防腐处理和修理
- 13.安装所有相关面板和部件。
- 14.连接蓄电池负极电缆。蓄电池负极电缆的断开和连接
- 15.启用辅助充气式约束系统。辅助充气式约束系统停用和启用。