电阻点焊整板的更换
拆卸程序
-
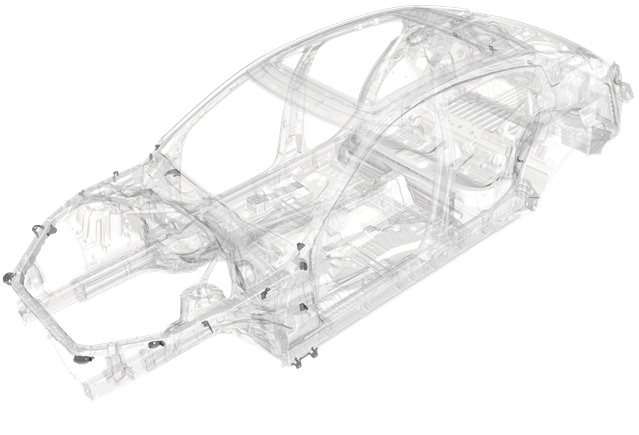 警告:参见 有关碰撞维修许可设备的警告。警告:参见 有关碰撞剖切的警告。警告:参见 有关玻璃和钣金件处理的警告。注意:上图所示部件不包含会污染焊点的粘合剂。可对部件执行常规方式的拆卸与安装。1.停用辅助充气式约束系统。辅助充气式约束系统停用和启用。注意:参见 结构识别,以了解具体的托架材料类型。
警告:参见 有关碰撞维修许可设备的警告。警告:参见 有关碰撞剖切的警告。警告:参见 有关玻璃和钣金件处理的警告。注意:上图所示部件不包含会污染焊点的粘合剂。可对部件执行常规方式的拆卸与安装。1.停用辅助充气式约束系统。辅助充气式约束系统停用和启用。注意:参见 结构识别,以了解具体的托架材料类型。 - 2.断开蓄电池负极电缆。蓄电池负极电缆的断开和连接
- 3.拆下所有相关面板和部件。
-
4.查找并钻出所有原厂焊点。记录焊点的数量和位置,以便安装。注意:切勿损坏或切割连接板和加强件。
- 5.将部件从车辆上拆下。
安装程序
- 1.必要时准备进行焊接的所有配合面。
- 2.在所有焊接表面上涂抹上汽通用汽车公司许可的焊缝涂层或同等品。防腐处理和修理
- 3.利用三维测量设备将新部件定位至车辆。
-
4.进行相应的焊接。注意:推荐使用等同原厂点焊的压力电阻点焊。如果压力电阻点焊不可用,可使用 MIG/MAG 8 mm (5/16 in) 塞焊来替代这些特定焊接。
- 5.安装所有相关面板和部件。
- 6.必要时在维修区域涂抹密封胶和防腐材料。防腐处理和修理
-
7.在维修部位涂上油漆。底漆/透明漆油漆系统。注意:在表面精整前,参见 防腐处理和修理
- 8.连接蓄电池负极电缆。蓄电池负极电缆的断开和连接
- 9.启用辅助充气式约束系统。辅助充气式约束系统停用和启用。